400-871-5551
400-999-9925
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
 作者:admin
作者:admin
 来源:
来源:
 发布于:2022-08-29 09:43:27
发布于:2022-08-29 09:43:27
 浏览:7354
浏览:7354
上述对比已经论证了高压磨料水射流具有切割不同厚度尺寸的浇注口的能力。然而,想要将高压磨料水射流切割技术应用于实际切割工作中,其切割效率就是不能忽视的问题,如果切割相同尺寸的铸件浇注口,高压磨料水射流切割要比传统切割方法的切割速度慢、效率低,那也就说明其还不具备实际应用的条件。因此,高压磨料水射流切割效率的对比是十分重要的。
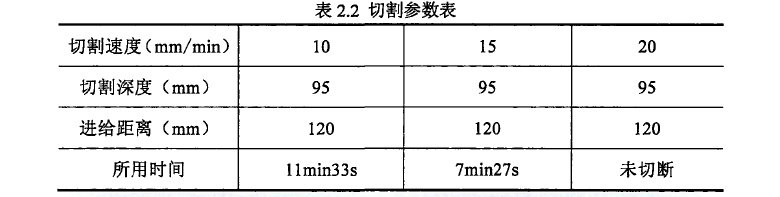
对于同一浇注口尺寸,在切割工作压力、磨料流量、磨料粒径、靶距等因素不变的情况下,分别采用不同的切割(横移)速度进行切割实验,并分别记录其切割所用时间和是否切断等数据。例如,在切割截面尺寸为95mm x 120mm(切割深度x进刀行程)的铸件浇注口时,分别采用切割(横移)速度为1 Omm/min , 1 Smm/min ,20mm/min三种切割速度来进行切割,并记录切割所用时间和是否切断,其切割数据如表2.2所示。
 400-871-5551 400-999-9925
400-871-5551 400-999-9925
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图