400-871-5551
400-999-9925
apw@apw.cn
沈阳市浑南新区浑南东路国际产业园日本园15-16号
 作者:admin
作者:admin
 来源:
来源:
 发布于:2022-06-17 10:16:39
发布于:2022-06-17 10:16:39
 浏览:5438
浏览:5438
在靶距L为3mm,喷嘴横移速度V为5mm/min,磨料为80目的石榴石的条件下,用不同的磨料流量对三氧化二铝陶瓷进行切割实验,根据实验所得数据描绘出切割深度与磨料流量的关系曲线如图3. 8所示。图中表明,磨料流量对切割能力有很大影响。切割深度是磨料流量的函数,它们的关系曲线是一个凸曲线,也就是说,对应着最大切割深度存在一个最佳磨料流量的选用范围。
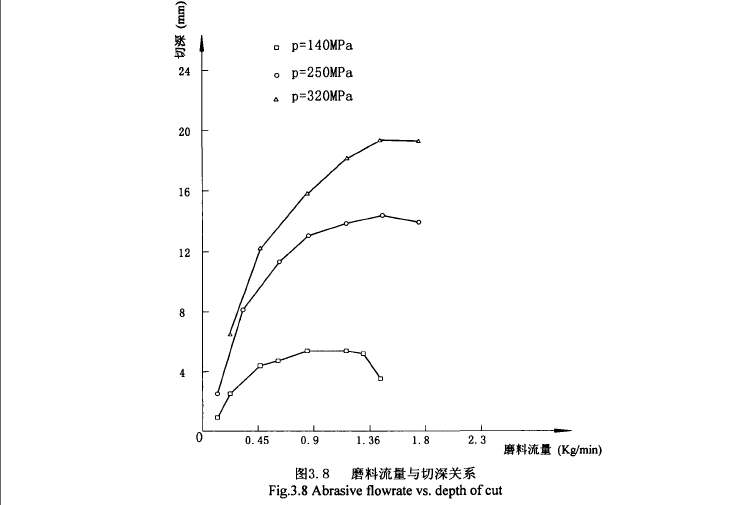
刚开始增加磨料流量时,切割深度增大,曲线呈上升趋势。这是因为磨料流量增大,单位时间内由磨料水喷嘴流出的磨粒个数增多,对陶瓷材料冲击次数增多,陶瓷破坏程度加深。但受磨料水喷嘴直径的限制,磨料流量有一个界限值。超过这个界限值,拥挤的磨料颗粒将导致磨粒之间产生干涉,使得冲击的有效次数下降。磨料水射流具有的总能量是由设备确定的一个固定值,磨料颗粒过多,单个磨料颗粒具有的动能减小,使得磨料流量相对降低。由2. 4节中得出冲击力F = 2,a}v可知,速度减小,材料所受冲击力F也相对减小。所以随着磨料流量增大到一定值后,再增加磨料流量,切割深度反而会减小,曲线呈下降趋势。
 400-871-5551 400-999-9925
400-871-5551 400-999-9925
 订阅号
订阅号  知乎
知乎  抖音
抖音  快手
快手  今日头条
今日头条  售前咨询
售前咨询 

 公众号
公众号 
 全站地图
全站地图